Изготовление массивной древесины
Содержание
Введение
Под массивной древесиной понимают пиломатериалы и заготовки, которые после склеивания превращаются в погонажные изделия, клееные щиты и столярные плиты, детали деревянных конструкций и многое другое. В цеху клееной продукции на предприятии обязательно наличие камерной сушки до влажности ≤10% и производственного помещения с температурой воздуха не ниже +15°С. Это позволяет обеспечить решение целого комплекса задач по более глубокой переработке лесопильной продукции:
- переработка короткомерных материалов
- изготовление из небольших заготовок изделий требуемого сечения
- сокращение градаций по длине, упрощение сортировки
- поставка конструкционных пиломатериалов по длине на заказ
- переработка некондиции брусков большого сечения
- рациональное использование низкосортного сырья
Сращивание заготовок по длине
Клееные изделия получают с использованием трех видов склеивания - по длине, ширине и толщине. Для погонажных изделий (половая доска, обшивка, поручни, плинтусы и т.п.) самым важным является склеивание по длине (сращивание), т.к. позволяет оптимально использовать низкосортные и короткомерные пломатериалы.Для этого применяют склеивания впритык, сращивание на ус или на зубчатый шип.

Усовые соединения обеспечивают до 100% прочности цельной древесины при изгибе, но требуют повышенного расхода, т.к. длина уса должна быть в 10-15 раз превышать толщину заготовки. Данный вид применяют при изготовлении авиационных деталей, деталей корпусов деревянных судов, весел, тетив пожарных лестниц и др. высоконагруженных деталей с минимальным количеством сучков. Это соединение не позволяет использовать его при утилизации короткомерных заготовок.
Характеристика зубчатых соединений
Зубчатые соединения (ГОСТ 19414-90) по прочности находятся между соединениями впритык и усовыми. Профиль показан на рис. 1
Рис. 1. Зубчатое клеевое соединение ( l - длина, t - шаг, b - затупление шипа, S - зазор в стыке)

Параметры зубчатых соединений
| Длина шипа, l мм | 50 | 32 | 20 | 10 | 4 |
| Шаг шипа, t мм | 12 | 8,0 | 6,2 | 3,8 | 1,6 |
| Затупление, b мм | 2 | 1,0 | 1 | 0,5 | 0,2 |
| Максимальное торцовое давление, МПа | 4 | 8 | 10 | 12 | 13 |
| Относительная прочность, % | 75 | 75 | 65 | 55 | 65 |
Различают конструкционные соединения для нагруженных деталей и неконструкционные, для которых расчет на прочность не производится. В первом случае шипы зарезают по пласти заготовки и соединение называют вертикальным, т.к. шипы ориентированы в вертикальной плоскости. При этом влияние на прочность крайних шипов, отгибающихся при запрессовке, незначительно при изгибе клееной заготовки. Для неконструкционных соединений рациональнее применять зарезку шипов по кромке, что обеспечивает более декоративное горизонтальное соединение (рис. 2).
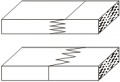
Рис. 2. Горизонтальное и вертикальное зубчатые соединения

Для уменьшения влияния отгиба шипов на прочность соединения крайние рекомендуется делать более толстыми. Прочность в этом случае может составить 40-50% от прочности на изгиб цельной древесины. Условное обозначение включает вид зубчатого соединения и геометрические параметры, например В-50х12х2 ГОСТ 19414-90, вертикальной с длиной 50 мм, шагом 2 мм и затуплением 2 мм. Точность выполнения шипов должна соответствовать 13 квалитету по ГОСТ 6449.1-82, а шероховатость склеиваемых поверхностей не должна превышать Rmmax200 по ГОСТ 7016-82. Склеивание необходимо производить не позднее чем через 24 часа после формирования шипов.
Затупление шипов является следствием конструкций фрез, формирующих шипы. Зазор в стыке является обязательным для деталей конструкционного назначения, т.к. гарантирует плотное прилегание склеиваемых поверхностей. Влияние зубчатых соединений на прочность можно сравнить с влиянием сучков. Установлено, что в досках 1-го сорта допускаемые пороки могут снижать прочность при изгибе примерно на 25%, в 3-м сорте до 40%. Поэтому клееные материалы могут допускаться к использованию наравне с неклееными. В зависимости от длины шипов рекомендуется следующие области применения соединений.
| Вид продукции / Длина шипов, мм | 5 | 10 | 15 | 20 | 32 |
|---|---|---|---|---|---|
| Детали мебели | + | + | + | - | - |
| Детали оконных переплетов | + | + | + | - | - |
| Детали балконных дверей | - | + | + | + | - |
| Дверные и оконные коробки | - | + | + | + | - |
| Детали чистых полов | - | + | + | + | - |
| Наличники, плинтусы | + | + | + | - | - |
| Лаги | + | + | + | + | - |
Технологический процесс сращивания
В качестве сырья обычно применяют короткомерные и низкосортные пиломатериалы влажностью на более 15%. В производстве крупногабаритных изделий сращивают доски большой длины - до 6м. Минимально допустимая длина составляет 0,1...0,5 м. Средняя длина колеблется в диапазоне 1±0,5 м.
Подготовка сырья к склеиванию заключается в формировании сушильных пакетов и камерной сушке досок. Качество их должно соответствовать требованиям на изделие. Дополнительно следует обращать внимание на то, чтобы в зоне фрезерования не было сучков диаметром более 5 мм, смоляных кармашков, червоточины и трещин. Сучки, допускаемые в изделии, должны находиться от кончиков шипов не ближе, чем на расстоянии 3-х диаметров сучков. Заготовки должны быть рассортированы по породам, смешение пород в одной детали не допускается. Разница во влажности склеиваемых заготовок не должна превышать 1%. Клеи, применяемые для погонажных изделий, выбираются в соответствии с условиями эксплуатации продукции: для внутреннего использования ПВА группы нагрузки D2 или D3, снаружи помещений - D4.
Технологический процесс включает следующие операции:
Продольный раскрой. Для прирезки досок на заданную ширину. Кроме того, эта операция способствует удалению дефектных участков и уменьшает общую покоробленность досок.
Поперечный раскрой. Для вырезки недопустимых дефектов. При этом должна обеспечиваться перпендикулярность реза - отклонение плоскости торца от прямого угла не должна превышать 3 мм для любого сечения доски. На крупных предприятиях следует применять современные линии торцевания, реагирующие на метки, сделанные флюоресцентным карандашом. После того как рабочий сделает отметки, измерительная станция определяет длину доски и фиксирует метки и передает информацию в компьютер, который работает по одной из следующих программ:
- соблюдение заданной спецификации длин;
- получение максимального объемного выхода заготовок без учета их качества;
- получение заготовок оптимального качества;
- получение заготовок максимальной стоимости;
- раскрой с учетом последующей зарезки зубчатых шипов.
Формирование зубчатых шипов. Производится на специальных станках.
Нанесение клея на шипы. Раньше использовали нанесение методом окунания (ручное). Есть и клеенаносящие станки с гребенкой, повторяющей профиль шипов и находящейся в ванне с клеем. Зазор между ванной и гребенкой устанавливается из расчета расхода клея не менее 400 г/м2 площади клеевого соединения. Более предпочтительным является 2-х стороннее клеенанесение. В современных линиях нанесение клея возможно и методом распыления, при этом узел клеенанесения располагается в шипорезном станке. В других линиях клеенаносящий ролик располагается на прессе для линии сращивания.
Сборка и запрессовка соединения. Производится в пневматических и гидравлических прессах, обспечивающих необходимое усилие прессования, которое зависит от длины шипа.
Вклад участников
 Обратная связь Автору
Обратная связь Автору